PLC与变频器在数控车床中的应用
采用变频器和plc对主轴进行有效的控制是当前数控车床技术改造过程中的重要环节。本文主要介绍plc和变频器应用于数控车床主轴驱动控制的应用情况。
1 引言
数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比,是衡量一个国家工业制造整体水平的重要标志之一。数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置,几十年来一直受到世界各国的普遍重视,并得到了迅速的发展。其中主轴运动是数控车床的一个重要内容,其动力约占整台车床的动力的70%~80%,对于提高加工效率,扩大加工材料范围,提升加工质量都有着很重要的作用。基本控制是主轴的正、反转和停止,可自动换档和无级调速。采用变频器和plc对主轴进行有效的控制是当前数控车床技术改造过程中的重要环节。本文主要介绍plc和变频器应用于数控车床主轴驱动控制的应用情况。
2 工艺要求
数控车床一般加工回转表面、螺纹等。要求其动作一般是x、z向快进、工进、快退。加工过程中能进行自动、手动、车外圆与车螺纹等转换;并且能进行单步操作。
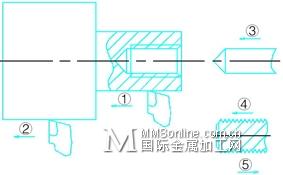
图1 数控车床工件加工图
数控车床应用恒线速功能加工,加工工序如图1所示,步骤如下:
(1) 按起动按钮,切削①号部位,电机正转,转速2400r/min,主轴正转。
(2) 切削②,电机正转,转速1500r/min,主轴正转。
(3) 工序③钻孔,电机正转,转速2700r/min,主轴正转。
(4) 工序④攻丝,电机正转,转速600r/min,主轴正转。
(5) 工序⑤退出丝锥,电机反转,转速1200r/min,主轴反转。
(6) 按停止按钮,电机停,主轴停转。
3 控制要求
(1)用plc和变频器控制交流电机工作,有交流电机带动数控车床主轴运转,交流电机工作转速变化情况如图2所示,应能连续运转。
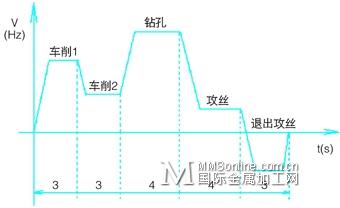
图2 数控车床主轴实现程序控制速度图
(2)主轴电机也可单独选用任一级速度恒速旋转。
(3)主轴电机也可进行正、反点动控制,利于检修或调整,电机转速选用600r/min。
(4)变频器频率设置估算公式f=np/60。f为变频器设置频率,n为电机转速,p为极对数(设p=1)。
4 plc选型和i/o分配
根据输入和输出信号的数量、类型以及控制要求,同时考虑到维护、改造和经济等诸多因素,选用fx2n-64mr型plc和fr-a540变频器。plc的i/o地址分配和电路接线如图3所示。
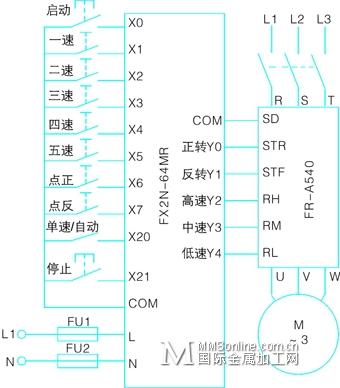
图3 车床主轴控制plc接线图
5 变频器选用和参数设定
在该系统中,选用三菱系列变频器,变频器采用外部端子控制,电机转速的高低通过变频器来设置参数。电机的正反向运行有外围通过变频器的str、stf与plc程序实现控制。
(1)基本参数:pr.7=2(加速度) ,pr.8=2(减速度); pr.9=设定电动机的额定电流;
(2)操作模式:pr.79=3;
(3)设定各段速度参数;pr.4=40hz (1段)、pr.5=35hz(2段)、pr.6=45hz (3段)、pr.24=10hz(4段)、pr.25=20hz(5段)。
6 plc控制梯形图的设计
根据工艺要求和控制要求,设计出plc梯形图如图4所示。
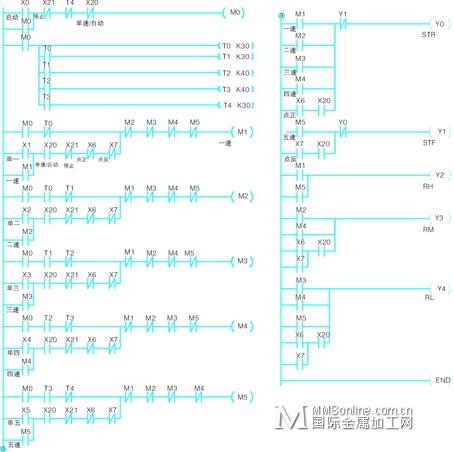
图4 主轴控制的plc梯形图
7 结束语
对于数控车床的主轴电机,使用了plc和变频器控制,具有以下显著优点:可以实现软起动和无级调速,方便的进行加减速控制,是电动机获得高性能,大幅度地节约电能,大幅度降低维护费用;可实现高效率的切割和较高的加工精度;实现低速和高速情况下强劲的力矩输出。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@blueai.net.cn。
- 暂无反馈
