API机器人解决方案RMS-上篇 (2)
RPM模块(Robot Performance Measurement)
(承接上篇)
3. 动态性能规范的测量。
ISO9283:1998机器人动态性能规范包括以下几项
-位置稳定时间
-位置超调量
-轨迹准确度和重复性
-重定向轨迹准确度
-拐角偏差
-轨迹速度特性
-最小定位时间
-摆动偏差

a). 稳定时间和超调量的测量
标准推荐首先进行稳定时间试验,以保证在其他静态试验中测量系统可以正确等待足够的时间,获取机器人稳定状态下的数据。在API RMS软件中,由于硬件采样频率高达3000Hz,软件输出速率1000Hz,实时数据可以提供高动态性,可以精确计算出稳定时间和超调量,稳定时间的测量精度为1ms。稳定时间和超调量的设置中有两个重要输入参数,Limit Band和 Stable Band,其中Limit Band是标准中要求设定的机器人稳定指标,机器人末端位置变动小于这个Limit Band参数被认为达到稳定状态,Limit Band一般认为等于机器人厂家标称的位置重复性,例如标称重复性为0.03mm的机器人,Limit Band应该设置为0.03mm。
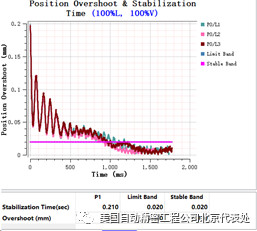
此外为了认定机器人当前位置是否达到最终稳定状态,API RMS软件引入了另一个输入参数Stable Band,因为Limit Band有时候数值偏大,即使位置变化小于Limit Band,机器人仍然持续一定的抖动,直接计算会导致最终稳态位置判断不准,从而影响超调量和稳定时间的计算。例如上图中,机器人最终稳定在0.02mm以内,如果Limit Band设置值为0.05mm,抖动从0.05mm衰减到0.02mm期间的数据会被计入最终稳态位置(取平均),影响最终结果。Stable Band反映的是测量系统读数被机器人自身刚性、环境条件及其他外界因素影响而导致的本底噪声。Stable Band 数值必须小于或等于Limit Band数值。
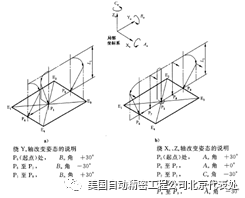
b). 重定向轨迹准确度
重定向轨迹准确度的试验轨迹是穿过立方体中P1点的一段水平直线(P6-P9),重定向的含义是指机器人末端中心保持在直线轨迹上,但是运动过程中必须连续动态改变姿态角。这也是所有14项ISO9283试验规范中唯一需要改变姿态角的试验,旨在考核机器人对姿态角动态控制的性能优劣,在喷涂和打磨这一类对姿态角要求较高的应用场合尤为关键。这项试验同时要求测量系统能够精确标定出工具中心点,由于姿态角变化,工具不再是平动,工具中心点的标定误差会直接导致轨迹误差。
一般机器人标定工具中心有一点法和四点法,其原理都是用实际工具的端去对齐一个固定针尖参考点,一点法通过一个已知工具来传递参考点位置,多点法则通过多方向对齐参考针尖,求解计算出参考点位置,二者都要求用目测方式来物理对齐工具中心,不仅有很大人因误差,而且受限于工具尖端和考点尖端的形状误差。对于激光跟踪仪系统来说,完全没有必要这么繁琐,API RMS可以用绕工具中心旋转,连续跟踪目标的方法,精确得到当前工具中心完全避免了人目测对准带来的误差。

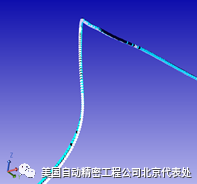
c). 拐角偏差
拐角偏差试验实际上包含两类拐角方式,一类为尖锐拐角,机器人在执行直角转向轨迹时,要求到达拐角时速度降到零,然后在离开拐角方向上从零开始加速,检验机器人的加减速控制性能,另一类为圆弧拐角,为了保证机器人工作的平稳,在直角拐角处,指令控制机器人划出1/4圆弧过渡,需要评估实际过渡圆弧半径和指令中给定的圆弧半径之间的偏差。综合起来都是检验机器人运动学控制性能。拐角偏差试验对测量系统的高速采样性能提出了很高的要求,由于机器人速度通常达到2米/秒,一些采样速率较低的硬件系统无法获取轨迹上足够密集的样本,对拐角偏差结果的计算会带来很大的影响。API RMS系统的1000赫兹数据传输率,是目前市面上采样率最高的机器人测量系统。
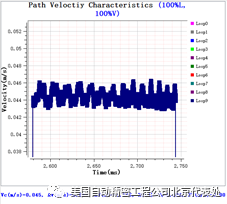
d). 轨迹速度特性
轨迹速度特性是测量机器人执行指令控制下速度的准确度,也包含了对其加减速性能的考核。一些测量软件将轨迹速度试验和轨迹准确度、重复性的试验合并执行,这是极其错误的。轨迹准确度和重复性试验推荐采用的是立方体体对角线(例如C1-C7),考核多轴联动对末端工具中心运动轨迹的控制精度,在数据分析中,轨迹准确度和重复性计算只提取体C1-C7对角线上P2-P4之间的数据,而C1-P2,P4-C7之间的数据,由于存在工具运动折返,加减速导致的抖动,会明显脱离直线轨迹,必须按照标准排除在外的,显然,遵循ISO9283不可以任意改变机器人试验路线和数据截取。反观轨迹速度特性试验的运动轨迹,必须在P2点从速度为零开始加速,到达P4点速度降为零停止,选取25%~75%行程计算速度特性,如果机器人无法在P2开始的前25%行程内加速到指令速度,或者被迫于75%行程以前开始减速,那么中间段的速度波动FV就会反映出速度波动过大,也就是加减速性能有欠缺。因此绝不可以将轨迹准确度、重复性试验和轨迹速度特性试验合并执行,因为他们的实验轨迹虽然位于同一条直线上,但是起点和终点都不相同。
e). 最小定位时间
最小定位时间试验可能是所有试验中最令人费解的一项,其实这个试验类似汽车的百公里加速试验和刹车试验的结合。机器人必须以折返跑的方式在立方体体对角线上完成一段运动,每次折返时都必须达到完全稳态,每次折返后的下一次行程都比前一次行程增加一倍左右,这项试验旨在考核机器人的快速工作效率,如果一台机器人能够快速启动,停止,快速定位到达投入工作状态,自然就可以以更高的效率工作。

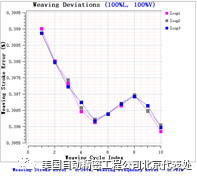
f). 摆动偏差
摆动偏差适用于进行摆焊作业的机器人,摆焊的目的是通过改变焊接方向和位置,减少焊缝局部热量聚集,控制焊接速度和配合焊丝熔化速率和进给量,得到更好的焊缝质量。因此,摆焊是一个与时间高度相关的受控运动,测量系统必须提供精确的时钟,高速率采样,才能评价出准确的摆焊频率和摆幅,在这点上API RMS的优势是不言而喻的。

未完待续,敬请期待!!!
欲了解更多信息请登录API公司官网(暂不可见) or (暂不可见).cn 或 致电API公司中国代表处010-59796858进行咨询洽谈。请扫描下方二维码关注我公司官方公众号。

(API公司)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@blueai.net.cn。
- 暂无反馈


