激光扫描焊技术在汽车制造中的应用
在中国,汽车产业注定是一个朝阳产业,提高汽车制造能力的装备就显得犹为重要。车身制造中所采用的激光扫描焊效率高于点焊和激光焊,通过可控编程和示教用线性激光的辅助,可实现复杂结构的焊接。文章介绍了激光扫描焊原理,并示例轿车采用的激光扫描焊过程。(注:扫描焊、远程焊和飞行焊接指的是同一种激光焊接方法。)
1 汽车行业的发展及激光应用
我国汽车市场将保持快于全球市场的增速,产业规模位居世界首位。随着产业规模的持续扩大,我国将从汽车大国转变为汽车强国。
激光技术,是本世纪最重大的发明之一,激光在刚诞生不久就被人称为“解决问题的工具”,激光技术在工业制造领域具备巨大的市场潜力。
在“柔性制造”方式被大力推广的今天,汽车工业领域面临着一次变革。汽车零部件产业正由大批量生产到小批量、多样化的生产方式过度,以市场为导向的制造方式逐步普及,“Production Line”正被“Production Station”所取代,激光的空间控制性和时间控制性很好,能够迅速适应多种材料、多种形状和尺寸,特别适用于柔性加工,因此激光将在这一变革中发挥重大作用。
2 激光远程焊接的特点
大众汽车走在激光远程焊技术应用的前列。就在帕萨特汽车后窗台板成功运用激光远程焊之后,激光扫描焊工艺及其系统在2005年被广泛应用于大众汽车公司的系列产品中。从2007年初开始,后续的奥迪A4利用激光扫描焊,每天可生产1800扇车门。同时,通过优化内部通讯,大众汽车实现了激光扫描焊系统的光束共享和分化,从而有效提高了激光的利用率。
1)可实现长焦距、大范围焊接。
实现500mm以上的激光焊,这是常规激光焊无法实现的。对于结构复杂而又无法接近的加工件来说,激光远程焊给出了完美的答案——相比于灯泵浦激光器25mm.mrad的光束质量,激光远程焊的碟片激光器可达到8mm.mrad;激光远程焊接可避免焊接过程中飞溅、烟尘对激光头的损伤,有助于延长使用寿命,从而降低使用成本;
2)激光远程焊速度快。
在原机器手臂的移动速度下,还可利用激光头内部振镜的转动来实现发射光束的高速加工。常规点焊2s才能实现一个焊点连接,而使用激光远程焊,1s就可实现3~4个焊点连接。
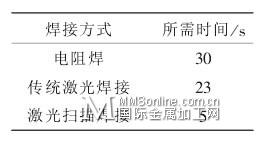
BMW公司在轿车某个部件上比较三种焊接方法所耗时间,该工件需要焊接的部位达20多个(见图1),统计时间如表1所示。
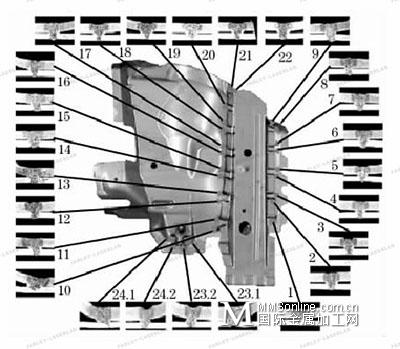
图1 BMW轿车某工件焊点分布图
表1 BMW统计的三种焊接方法时间
国内首套激光三维远程焊接系统由华工科技旗下华工法利莱与德国激光装备知名企业共同开发完成(如图2所示)。该系统已应用于一汽大众某高端车型的制造中。这套焊接系统,最快焊接速度可达50m/min,完成车身门槛上70条焊缝的焊接时间仅需25秒。

图2 华工法利莱激光扫描焊系统
3)利用软件编程焊缝轨迹,可实现焊接形状的多样性。
如C形,○形,直线型等(见图3)。众多汽车厂已经验证,C形结构无论在加工时间还是结构强度上都优于传统点焊的圆形焊点,同时激光远程焊还可利用此特点在工件表面标识8个字符的ID,以便记录和追踪。
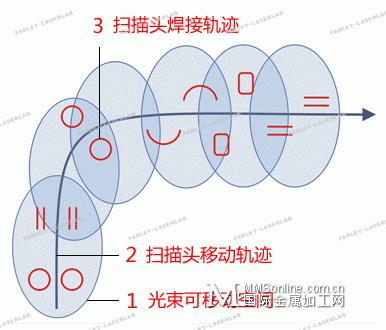
图3 激光扫描焊接系统轨迹
4)相对于点焊,激光远程焊热输入小、焊接变形小。
对于超过1000Mpa的高强钢,强度越高,对热输入量越敏感,激光远程焊比点焊和MIG焊的热输入小,是焊接高强钢的首选。
3 激光远程焊应用于汽车
由于传统激光焊接系统在焊接位置之间移动的速度相对较低,在实际生产中很难达到大批量生产要求,这一缺点在焊点分布多的复杂三维零件上(如车门)显得尤为突出。
高光束质量高功率新型盘形激光器和光纤激光器的应用推广,为激光远程焊接技术的实现奠定了硬件基础,如今远程激光焊接正在成为替代传统汽车白车身电阻点焊的一种手段。
3.1 激光远程焊的原理介绍
扫描焊、远程焊和飞行焊接指的是同一种激光焊接方法,激光扫描头可以从500mm以外的位置进行激光焊接,通过内部振镜(图1中1、2)的运动,在不移动激光头的情况下,可以进行类似光扫描的焊接,此种焊接方式速度快,移动位置精准度高,通常使用机器人来控制激光扫描头的移动轨迹,结合扫描头本身的高速焊接及外在空间上的凌空感,人们又将它取名为“飞行焊接”。此种焊接方式在每个光场面内移动速度快,仅在两个光场间需要时间来调整振镜角度,以准备下一个光场面的焊接,因此激光扫描焊对于多点位置的短距离焊接有固有的优越性。
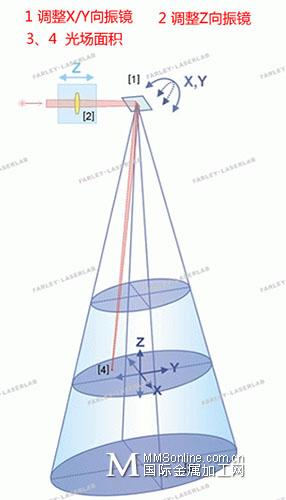
图4 激光扫描焊光路图
3.2 激光远程焊的接头形式
激光远程焊的主要接头形式有搭接、不等厚搭接、对接三种,如图5所示。相对于传统点焊,激光扫描焊的接头形式需重新设计,见图6所示。
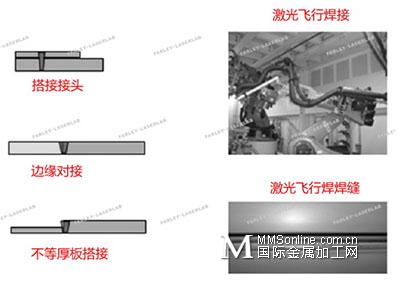
图5 激光远程焊的接头型式
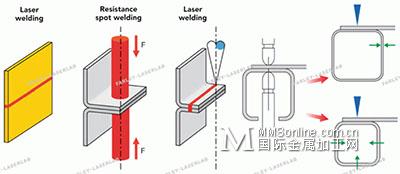
图6 激光扫描焊接头结构设计
3.3 激光远程焊接系统
激光远程焊接系统的组成如图7所示(其主要特性见表2),与传统的激光焊接设备相比,差异主要体现在激光头上。激光远程焊焦距可达212mm,工作区域可达100X100X40mm(Z向40mm),在x/y向的定位时间小于0.01s,在Z向的定位时间小于0.1s。通过可编程系统(图8)及示教用线性激光(图9)的辅助,可实现激光扫描焊的轨迹模拟和优化。
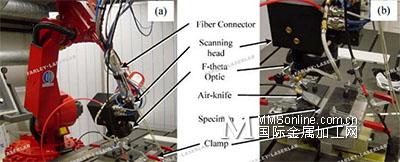
图7 激光扫描焊接系统(带气刀)
表2 激光扫描焊系统特性
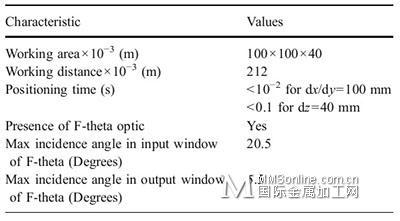
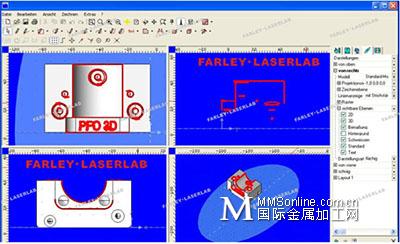
图8 扫描焊可编程聚焦控制系统
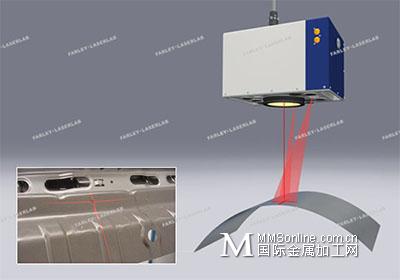
图9 示教用线性激光
3.4 激光扫描焊应用于汽车的过程
扫描焊应用于汽车,主要包括座椅(框架、滑道、面板)、白车身(车门、悬挂件、边墙、柱子、后窗台板)、内饰等。图10所示为汽车车门焊接,边框采用短直线形焊缝,内部结构件采用C形焊缝。

图10 激光远程焊接门板(采用C形和直线型)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@blueai.net.cn。
- 暂无反馈
